

Introduction to PVC Pipe Fittings and Injection Molding
When it comes to pipes, PVC (polyvinyl chloride) is one of the first materials that come to mind. PVC pipes have been widely used for over 50 years due to their excellent balance of cost, durability, and versatility. Compared to traditional metal pipes, plastic pipes like PVC offer several advantages: they are lightweight, corrosion-resistant, and provide better thermal insulation. Moreover, the lower processing temperatures for plastics significantly reduce manufacturing costs. PVC pipes and fittings have become the first choice for many industrial and household applications.
Among manufacturing methods for PVC pipe fittings, injection molding is the most practical and widely used technique, especially for complex shapes. Unlike pipe extrusion—which is ideal for continuous, uniform shapes like straight pipes—injection molding enables the production of complex fittings such as elbows, tees, and couplings with precision and efficiency.
This article explores the material properties of PVC, the injection molding process for pipe fittings, challenges specific to PVC processing, and best practices in mold design and manufacturing.
Understanding PVC as a Material for Pipe Fittings
PVC is a vinyl polymer with a repeating unit comprising two carbons, three hydrogens, and one chlorine atom. The chlorine atom imparts several beneficial properties such as chemical resistance and flame retardancy. However, it also introduces processing challenges and safety concerns because under certain conditions, chlorine can react to form hydrochloric acid (HCl), which is corrosive.
Key PVC properties relevant to pipe fittings:
- Chemical resistance: PVC is resistant to water, many acids, and bases, making it ideal for water supply and drainage systems. However, it is soluble in solvents like tetrahydrofuran and cyclohexane, limiting its use in certain chemical applications.
- Thermal limits: PVC typically operates safely below 60°C. Above this, especially near water’s boiling point, there’s risk of degradation and toxic emissions. This restricts PVC’s use in hot water pipes.
- Mechanical properties: PVC can be rigid or flexible, depending on additives. For pipe fittings, rigid PVC is preferred due to its strength and dimensional stability.
Common Applications of PVC Pipe Fittings
PVC pipe fittings connect pipes at various angles and junctions, essential for directing fluid flow in systems like:
- Water supply and irrigation
- Sewage and drainage systems
- Industrial fluid handling
- Laboratory piping (with chemical compatibility considerations)
The adoption of PVC fittings has revolutionized piping by providing corrosion-free, lightweight, and cost-effective alternatives to metal.
Examples of PVC Pipe Fittings

Injection Molding of PVC Pipe Fittings: Overview
Injection molding for PVC pipe fittings starts with PVC in pellet or granule form. The process involves:
- Feeding: PVC pellets are fed into a hopper and then into a heated barrel.
- Melting and Mixing: A rotating and reciprocating screw melts and mixes the pellets into a molten mass.
- Injection: The screw pushes molten PVC under high pressure through the nozzle into a multi-part mold cavity shaped like the pipe fitting.
- Cooling: Cooling channels around the mold solidify the PVC, preserving the shape.
- Ejection: The finished fitting is ejected, and the cycle repeats.
PVC is processed at temperatures between 100°C and 260°C depending on the formulation. Precise temperature control is crucial due to PVC’s sensitivity to heat and risk of degradation.
Why Injection Molding vs. Extrusion for Pipe Fittings?
- Extrusion is ideal for continuous, uniform cross-sections like straight pipes.
- Injection molding is necessary for complex fittings with hollow and irregular shapes (e.g., elbows, tees, reducers).
Injection molding molds must be designed to accommodate complex internal cavities and ensure proper filling without defects.
Important Considerations in PVC Injection Molding
Temperature Sensitivity and Processing Window
PVC is heat sensitive and degrades if overheated, releasing toxic HCl gas. Maintaining a narrow temperature window during melting and injection is critical. Barrel zones are carefully controlled: no heating near the feed throat to prevent premature melting and blockage, increasing heat toward the nozzle for melting.
Additives and Their Impact
PVC formulations include additives such as stabilizers, plasticizers, impact modifiers, and fillers. These influence processing temperatures, mechanical properties, and color. Formulation changes require process adjustments.
Scrap Minimization and Recycling
PVC scrap is problematic due to toxic gas release during remelting. Unlike other thermoplastics, regrind usage is limited. Minimizing runner length and optimizing mold design reduces waste.
Mold Material Selection
Molds must resist corrosion from HCl and chlorinated gases. High-quality, corrosion-resistant stainless steel or hardened tool steel with polished surfaces extend mold life and maintain product quality.
Mold Design for PVC Pipe Fittings
- Complex multi-part molds (3-4 parts or more) are often required to form hollow, angled geometries and facilitate ejection.
- Gate design must ensure uniform filling without defects.
- Cooling channels must be optimized for consistent temperature control to avoid warpage or sink marks.
- Modular mold designs enable flexibility in producing different fitting sizes using inserts.
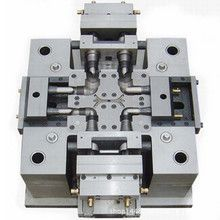
Example of a PVC Pipe Fitting Mold
Runner Systems: Cold vs. Hot Runner
- Cold runners are simpler but produce more scrap due to solidified runners.
- Hot runner systems reduce waste and cycle times but are more complex to design and maintain in PVC molding because of the corrosive environment and thermal sensitivity.
- Advances in hot runner technology are gradually improving their viability for PVC pipe fittings.
Quality Control and Common Defects
- Warping: Caused by uneven cooling or residual stresses.
- Sink marks: Due to insufficient packing pressure or cooling.
- Brittleness or discoloration: Caused by overheating or PVC degradation.
- Short shots: Mold not completely filled due to poor flow or pressure issues.
Careful process monitoring and mold maintenance help prevent these defects.
Environmental and Safety Considerations
- Toxic gas management: Proper ventilation and filtration systems are required to handle HCl and fumes during molding.
- Worker safety: Use of protective equipment and strict temperature controls reduce exposure risks.
- Sustainability: PVC recycling is challenging but ongoing research aims to improve closed-loop recycling and reduce environmental impact.
Conclusion
Injection molding of PVC pipe fittings combines material science, precise process control, and advanced mold engineering. Despite PVC’s heat sensitivity and corrosive tendencies, modern techniques enable efficient, high-quality production. Proper mold design, material choice, and processing parameters ensure durability and performance of the finished fittings, supporting their widespread use in infrastructure and industry.