
Polymers have replaced metals in many applications in the medical and other industries. This has led to improved treatment and management of several medical conditions. While the field is expanding, there are some polymers with well-established applications. Polyether ether ketone, or PEEK, is one such. It is biocompatible, sterilizable, and durable. It finds use in applications ranging from tissue replacement to medical tools. PEEK is a high-performance polymer. Beyond the medical industry, PEEK also finds use in more complex applications. An example is the fabrication of aerospace and machinery parts. Injection molding of PEEK extends its applications to more complex mass reproducible products. Injection molding of PEEK is different from the injection molding of other plastics. This article discusses some of the peculiarities associated with this. In doing so we also get to explore its properties, applications, and some of its special features. Here you’ll have a good insight into how injection molding of PEEK stands out from that of other plastics.
What makes PEEK so great?

Many polymers have certain properties that make them stand out from other polymers. Indeed it is possible that polymers are the most diverse class of materials. There are those polymers that have exceptional properties that demand further consideration. Both in their processing as well as their applications. One of such is PEEK. Let’s begin here with some of its properties that make it great in applications.
Superior Mechanical Properties
PEEK classifies as a high-performance material. These are plastics that keep their integrity in diverse and extreme applications. The mechanical properties give PEEK its high-performance characteristics. Looking at the chemical structure of PEEK, the superior properties are evident. Its repeating unit comprises three benzene rings. These connect by a ketone and an ether group. The structure is a repeating sequence of ketone and ether bound benzene rings. This gives it a strong, stable semi-crystalline structure. The superior mechanical properties also make the machining of PEEK possible. This is good when there is a need to cut off runners or flashes from injection-molded PEEK products. PEEk’s superior mechanical property complements its lightweight and low density. To put this in perspective, PEEK has a density of 1.32g/cm3. The density of PTFE is 2.2 g/cm3 while that of PET is 1.38g/cm3. This means you have a strong material that can withstand the heat of boiling water. Yet it is lighter than the plastic used in drinking water bottles. The industry goes nuts for such material.
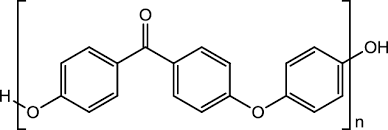
Chemical structure of PEEK.
Radiation Tolerance
Radiation is often used for the sterilization of medical tools. The material used for the production of these products must tolerate such radiation. Radiations used for sterilization include gamma radiation and UV radiation. Peek can tolerate these radiations without alterations to its chemical or physical integrity.
High-temperature Tolerance
Metals have had a successful rein in many medical tools and equipment. This is partly due to the ease with which they clean and sterilize. Plastics like polyethylene cannot withstand high temperatures. Even the temperature close to the boiling point of water. Try pouring boiling water into a PET bottle and watch it soften. Sterilization occurs at temperatures over 180oC. Sterilization is a crucial part of medical practice. So the materials used need to be sterile as this could lead to the fatal loss. The products reused get sterilized before and after use. Those that are single-use get produced in sterile manufacturing conditions.
Production under sterile manufacturing conditions adds a lot of cost to the production. The ability to sterilize a product after manufacturing makes a less demanding process. It also makes it safe to reuse the product while retaining the sterile state. Thermal sterilization is one of the simplest and effective forms of sterilization. The ability of PEEK to withstand the high temperature contributes to its usefulness.
Chemicals and solvent Resistance
This includes resistance to water. In medical applications tools or implants get exposed to moisture for long periods. This could also be in a range of environments. Even more so in materials that come in contact with human tissue, serum, blood, or internal organs. These have a range of conditions. For example acidic, alkali, salty, and others. Like the acidic condition in the stomach to the closer to neutral blood. What’s even better about PEEK is that it retains its resistance to chemicals and solvents. It does this even at elevated temperatures. This is great in for example machines where fluids get hot from heating or friction.
Some Factors to Consider When Injection Molding PEEK
While PEEK might be great for some high-end applications, it’s processing isn’t a walk in the park. If you are working with PEEK for the first time there are some special considerations to bear in mind. Regardless of whether you are already experienced at injection molding other plastics. PEEK presents some challenges which may not exist with other plastics. These are as follows.
Injection Molding Temperature
The first challenge a processor faces in injection molding of PEEK is its high melting point. While this is great in its application, it makes it more difficult in injection molding. Still, injection molding is the most cost-effective means to manufacture plastics. Even more so with PEEK. Working with PEEK means the machine operates at the very limit of the temperature range. So it is important to protect the equipment parts from heat damage or stress. This means using high-grade metals and insulations where necessary. PEEK gets molded in the same type of injection molding machines for more common plastics. But these have to be well adapted to meet the special requirements for PEEK. So any old machine won’t do. For an injection molding machine to be fit for processing it must reach around 400oC + 50oC. If it doesn’t, then modifications are necessary. Modifications carried out aim at increasing the thermocouple heating capacity. The heating bands are also changed to ceramic ones. To contain heat and reach higher temperatures faster, insulating blankets help. This insulates the barrel so that heat generated stays, the temperature rises faster. This reduces energy consumption, hence cost.
The temperature distribution along the barrel is also very important. In the same way the temperature of the melt as it passes through the runners and into the mold. The temperature distribution along the barrel starts from the feed. The feed should remain cool enough to avoid bridge formation. This is flow restriction as a result of the premature melting of the polymer at the feed zone. If this happens the pellets will stick at the feed throat rather than feed-forward.
The temperature of the melt needs to stay at around 170 to 200oC further down the barrel. In the mold, it is a different case. This is where cooling happens. You don’t want the part cooling in an uneven way. Where some parts cool at a fast rate and others cool at slower rates. Rate of cooling affects crystallinity. This causes a mixture of amorphous and crystalline regions in the same product. This is often visible as uneven coloration on the product. The image below gives an example of such discoloration.
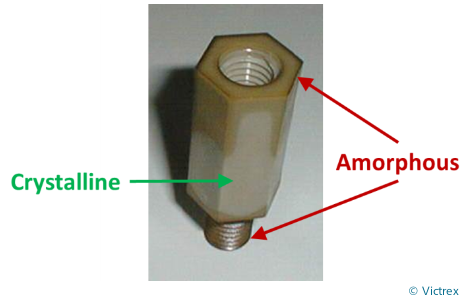
Discoloration of injection-molded PEEK product showing some parts amorphous and others crystalline.
Bigger is Better when it comes to Gates
The melt gets into the mold through the gates. The gate is often overlooked. But it plays an important role in product formation. The gate determines the flow of melt into the mold hence the cooling pattern. This is particularly important for a polymer like PEEK that has high shrinkage. A bigger gate will allow more of the melt to enter the mold at a given time. This aids a more uniform temperature drop. Hence more uniform shrinkage, leading to better part formation. Although said to suit many applications, submarine gates are not very good for PEEK. Tab, fan, or edge gates work better for injection molding of PEEK. But also bear in mind the other factors which affect the gate specifications. For example, the number of mold cavities and the type of runner systems.
Shrinkage
Most plastics shrink to an extent when cooled. This volume change from molten to hard solid-state is often accounted for in mold design. Shrinkage becomes more complex when it is anisotropic. In other words, the material shrinks in a different way in different directions. The pressure gets applied during cooling by holding the mold under pressure. This ensures even surfaces and geometry. For anisotropic shrinkage, apply pressure with consideration for shrinkage direction. So when designing the molds for PEEK consider this anisotropic shrinkage.
The material of Fabrication of Machinery
When operating at such a high temperature the parts in contact with the melt must be high-quality. Copper or alloys are not used in the injection molding of PEEK. while these may work in processing lower melting polymers like polyethylene. They are vulnerable to corrosion at higher temperatures. High-quality stainless steel works for injection molding of PEEK. This is even more important for the screw and barrel. These are in longer contact with hot melt than any other part of the machine. Maintaining smooth well-polished surfaces is also important. This ensures an easy flow of melt and a good flow pattern. For such a tough polymer with a high melting point, viscosity tends to be lower. This is unlike a lower melting polymer which does not need as much heat to achieve lower viscosity. With more viscous material, smooth walls offer the least resistance to flow.
Drying
PEEK has very good resistance to water and another solvent. But moisture from the environment can settle on the surface. Any moisture gathered in storage will become gaseous during processing. At such high temperatures having air pockets in the melt is not a good idea. The recommendation is to dry PEEK to a moisture content of below 0.02%. This occurs by drying at a temperature of around 160oC in a circulating oven for 2 to 3 hours.
Residues and Contaminants
At the high temperature, non-PEEK materials get degraded. If the machine processes other plastics this could be residues of those. Lower melting plastics will degrade and cause dark specks on the plastics. This ruins the appearance and quality and may result in part rejection. To avoid this every part of the equipment should get cleaned before beginning the run with PEEK. This includes dismantling the screw and cleaning both the screw and barrel. These are the hottest parts and should get even more attention. Other parts like the nozzle. Runners and molds also need cleaning. If possible dedicate the injection machine to PEEK only. Other ancillary processing machines like the regrind included. Dedicating the entire line to PEEK means less chance of contamination.
Overmolding with PEEK
PEEK is a rigid plastic at its service temperature. It is one of the top choices in overmolding. It makes for a good substrate material. It forms a strong core that can then have a softer or lower melting material overmolded on it. The high softening temperature gives a wider option of plastics for overmolding. With a wider gap in the melting point temperature options. This means more materials will be suitable as overmolds
Some Injection Molded PEEK Products

The applications of PEEK range from medical to aerospace to machinery. Below is a list of some of its applications. Most of which are injection molded (tubings and Profiles use extrusion in most cases).
Orthopedic implants
Dental Implants
Surgical devices
Medical devices
Hip Replacement
Spinal implants
Finger joint replacement/ Repair
Tubings
Electric insulations
Profiles
Conclusion
PEEK processing occurs in conventional injection molding machines. But these have to go through modifications to adapt them for PEEK. Some extra precautions ensure a successful run. Good temperature control, big gates, and clean dry raw materials are some examples. Note that the processing demands also depend on the grade of PEEK used.