

Understanding Back Pressure in Injection Molding
The concept of backpressure is a fascinating aspect of injection molding. It’s a critical component that plays a role in several aspects of the molding process but often goes unnoticed. This article delves into the role of backpressure in injection molding and how it impacts the quality of molded parts. We will explore the components of the injection molding machine that handle backpressure, as well as how backpressure interacts with other parameters in the molding process.
Back Pressure in a Nutshell
In injection molding, pressure is a crucial physical concept. It controls various stages of the process. These include the shear pressure applied to the melt as it travels through the screw and barrel, the holding pressure during the cooling phase, and the pressure exerted on the screw, which in turn pushes the melt through the system. Backpressure, or plasticizing pressure, plays a significant role in how the material is processed.
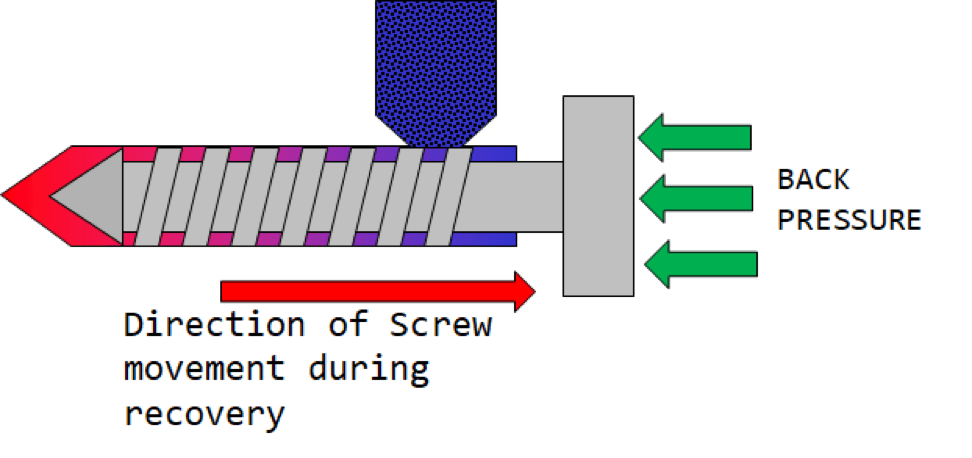
To understand backpressure, one must first grasp how injection molding works. Plastic pellets are fed into the hopper and then moved along a horizontal barrel. As the pellets pass through the barrel, they are heated and sheared by the rotating screw. This backward motion of the screw pushes the melted plastic forward, and the volume of the melt in front of the screw generates pressure, forcing the screw to move backward. The pressure exerted by the material in front of the screw is what we refer to as backpressure.
This pressure is essential for achieving the desired shot size and ensuring that the melt is compact and uniform. It also contributes to controlling the speed and timing of the molding process.
How Back Pressure Affects Injection Molding
The role of backpressure is essential in controlling the screw movement. The screw rotates, pushing the melt into the mold, and its backward motion is controlled by a balance between various factors: the size of the screw, friction, and the net pressure. The screw’s motion is synchronized with the injection of melt into the mold to ensure that the part is properly formed.
The speed at which the screw moves back depends on the volume of melt in the chamber and the pressure exerted by the melt. The backpressure, which is the opposing force to the melt’s pressure, controls how fast the screw moves backward. This in turn determines how fast the melt is injected into the mold.

P2 indicates the pressure exerted by the melt on the screw, while P1 is the backpressure applied.
The control mechanism for backpressure varies depending on the machine type—whether hydraulic, mechanical, electrical, or hybrid. The hydraulic system controls oil flow to adjust the pressure, while electric systems use AC servo valves. Backpressure typically starts at around 50 psi and can rise to around 300 psi. Too low of a backpressure can make the screw move too easily, while too high can result in excessive shear and degradation of the material.
6 Key Effects of Back Pressure on Injection Molding
Backpressure is not just about controlling screw movement; it plays several vital roles in ensuring the quality of the molded part. Here are six crucial functions of backpressure in injection molding:
1. Compacting the Melt
For uniform, smooth material flow, backpressure is applied to compact the melt. Higher pressure brings the molecules closer together, improving material density and creating a more consistent product. Without sufficient backpressure, the melt may not flow adequately, leading to defects in the molded part.

Image illustrating compaction under increased pressure.
2. Venting
Backpressure also helps expel trapped air from the melt. This is important because any trapped air can cause imperfections in the final product, such as surface defects or loss of dimensional precision. By applying backpressure, trapped air is forced out of the system, improving the final part’s quality.
3. Controlling Process Timing
Timing is critical in injection molding. The backward motion of the screw must be synchronized with the cooling and ejection of the part. A one-second delay can affect cycle times and profitability. Backpressure helps control screw speed, ensuring that the molding process remains within optimal time frames.
4. Mitigating Shrinkage
Backpressure helps reduce the effects of shrinkage by promoting isotropic shrinkage, which ensures that the part shrinks uniformly. This reduces the risk of gaps or voids in the molded part and helps maintain dimensional stability, even though shrinkage is inevitable.
5. Optimizing Mold Filling
In multi-cavity molds, backpressure is crucial for maintaining consistent filling across all cavities. It ensures that the melt flows evenly through the runners and fills the mold under the right pressure, helping avoid issues like short shots or incomplete fills.
6. Influencing Melt Temperature
As pressure increases, so does the temperature. Backpressure causes the melt to compress, increasing its temperature. This temperature rise can help reduce viscosity, aiding in mold filling and product formation. However, excessive backpressure can lead to thermal degradation of the material, especially in temperature-sensitive plastics.
7. Handling Filled Plastics/Composites
In materials filled with fibers, such as glass-filled plastics, high backpressure can cause fiber breakage, reducing the effectiveness of the filler. Manufacturers must ensure that the backpressure does not exceed the material’s tolerance to avoid damaging these reinforcing fibers.
Conclusion
Backpressure plays a critical role in ensuring the quality and efficiency of the injection molding process. From controlling screw movement to improving material compaction and mold filling, it has far-reaching effects on the final product. Proper management of backpressure leads to enhanced product consistency, reduced defects, and improved overall production efficiency.