

Warpage is one of the possible defects that can occur in injection molding. It results in the disfigurement of the product. A warped part most often renders the part useless and must get discarded or sent to regrind and recycle. The injection molding process occurs in cycles. These cycles get repeated day in day out during production time. Manufacturers aim to keep the cycle times as low as needed for product formation. They also aim to keep the time between cycles at the least. This is the idle time where no product is getting made. This is not desired. The idle time gets extended whenever there is a fault in the process. Manufacturers put in place quality checks to ensure any fault gets detected on time. This limits the damage done and the time lost. Warpage is a visible defect identified after the product gets ejected from the mold. This means that by the time you detect warpage, it has already lead to a loss. Worse case you want to detect the fault causing warpage as soon as possible to prevent further loss. The best case you want is to prevent it from happening in the first place. This requires the injection molding process to occur under certain conditions. Overseen by good technical knowledge of the process.
In most cases, injection molding is a mass production technique. This form of manufacturing intends to produce as many products as in a short time-space. Efficiency is key in mass production hence injection molding. Each cycle needs to run to the highest efficiency with a near-zero defect rate. This is what ensures a workable profit margin. Manufacturers should thus invest in high-quality machinery and skill to achieve high efficiency. So whether you are an engineer, equipment operator, or related interest. It is important to understand what the potential problems are and how to prevent them. Here we discuss the problem of warpage. We look at the possible causes and how to avoid it in injection molding. For professional help in dealing with warpage problems contact Cavity Mold.

Picture showing example of a warped product
Causes of Warpage in Injection Molding
There are different reasons why you might get a warped part. This could be a fault that began from the beginning of the process and culminated in warpage. Also, it could be that the process was all fine until the final ejection of part. Warpage might not even get noticed until during product storage and/or packing. The rest of the section discusses some of the possible causes of the warped part.

Cooling rate and cooling channels
One of the most common causes of a warped part in premature ejection. That is when the part gets ejected before it has completely cooled. The part needs to cool to the point it solidifies and shrinks. The hardening and shrinking of the product have to occur under adequate pressure. If the part gets ejected before the shrinkage occurs. Then shrinkage occurs at lower pressure. This causes dimensional instability as internal bending moments occur. Some parts will shrink in a different direction and at different rates. Thus resulting in a warped part. So one way to prevent warpage is to allow complete cooling. This can be by increasing cooling time hence cycle time. It can also be by having more cooling lines or a higher flow rate of cooling fluid through the lines.
The design of the cooling lines affects the effectiveness of cooling the mold. The cooling lines must run close enough to the cavity to allow good heat transfer. Where possible, use the conformal cooling system. These allow the cooling lines to conform to the shape of the product. This way every part of the product is equidistant from the cooling lines. This ensures that the product cools in an even manner.
When the surface of the product cools too fast. There isn’t enough time to remove heat from the center of the product. This means a temperature gradient between the center of the product and the part next to the mold wall. This difference in temperature means some parts will reach shrinkage temperature before others. This will result in a warped part. So having the mold core cooling too fast or having a too low initial temperature can lead to warpage.
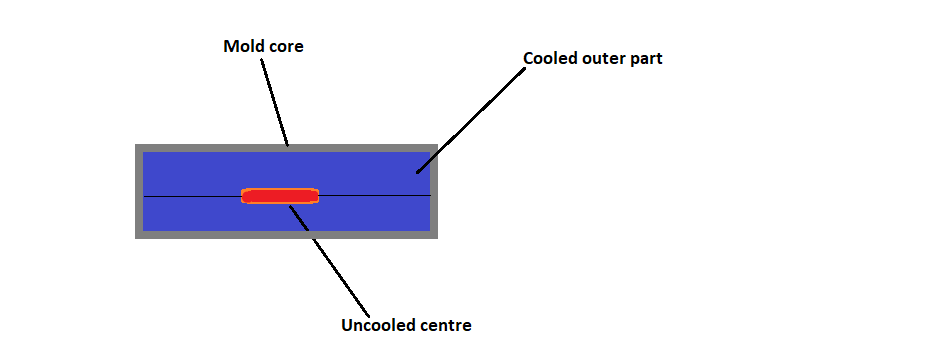
Image illustrating uneven cooling in a product. The outer part of the product cools faster than the surface. When the product gets released the center cools but with no pressure exerted. This leads to a warped part. This is a case where the product seems fine on the first inspection. But later as other parts of the product begin to cool, warpage occurs.
Ejector Design
For the best use of time, the product gets ejected as it reaches the shrinkage temperature. Thus allowing the mold to prepare for refilling in the next cycle. This means that the product remains quite hot as it gets ejected. If the pins are too thin or low in number this can result in a warped part. This is because then the ejector pins are not wide enough or well spread out. This leads to the uneven force applied to the product resulting in bending. The product in this hot state is more sensitive to such an uneven force. As the product continues to cool this deformation remains and leads to a warped part. The general rule is the place ejector pins at the parts that resist ejection most. The chances of poor ejection leading to warpage increases with pre-existing inefficiencies. For example, if the cooling rate is uneven.
Gate design
The gate determines a lot about how the final product turns out. This is because the design of the gate has a lot to do with the flow pattern of the melt. The flow pattern of the melt in turn affects the temperature distribution. What parts of the plastics cool first. There are different types of the gate like a submarine, fan, and edge gate amongst many others. The mold designer chooses the gate based on the product design and the type of plastic. There are a few general rules when choosing gate design. For example, is for products with a flat design there should be more than one gate leading to the cavity. If only one gate gets used this would mean that the stream has too long to travel to fill and could result in a warped part. This warpage is due to uneven cooling. Another rule is to do with the location of the gate. For products like gears, the gate should get located at the center for even filling. Locating the gate in the wrong place can result in a warped part amongst other defects. So when you detect a warped part in a lot, check the gate type and location.
Temperature in Barrel
As the plastic gets melted by the rotational and reciprocal action of the screw in the barrel. There exists a temperature gradient along the length of the barrel. The plastic comes in through the hopper in the solid form as pellets or granules. At this point, the temperature is the lowest. The solid plastic must then exchange heat with the barrel walls through the heaters. Some heat is also generated from the friction between the screw melt and barrel. The plastics heats up and gets into a viscous melt state further down the barrel. At the end of the barrel, the plastic is at its hottest. The temperature here must give it enough viscosity to flow through the channels. These are the nozzle, gate, and runners. If the melt plasticization goes wrong and it gets too hot as it reaches the mold this can contribute to warpage. Also if there are insufficient mixing and melting. Note that the screw and barrel don’t only melt, they also mix. If the screw rotation is too fast or backpressure insufficient, melt doesn’t mix or compact well. This could lead to a warped part.
Shrinkage
Shrinkage is a key factor in product warpage. The level and manner of shrinkage depending on the type of plastic. For plastics with low shrinkage like PMMA with shrinkage of as little as 0.02%. This is less likely to contribute to warping. In particular when the right conditions are in places like cooling time and pressure. For materials whose shrinkage can be up to 8% thus we more likely to lead to warpage. There must be extra precautions to prevent the conditions that lead to warpage.

Shrinkage occurs as a result of polymer chains becoming more organized and compact. This happens as the product cools. In the heated state, the chains have more energy and spread out more. Upon cooling, they lose some of this energy and become more organized and compact.

When shrinkage occurs in an anisotropic manner. In different levels in different directions. This is more likely to lead to warpage than when it occurs in an isotropic. Anisotropic shrinkage leads to the development of internal moments in the product. This causes warping. The mold design has to make allowances for this. The filling and closing of the mold ensure that pressure gets distributed. This is to account for the type of shrinkage and product design.
Parts using inserts
Where inserts get used, they are metal inserts. Metals in general have lower shrinkage than plastics upon cooling. If no allowances get made for this the metal will cool as the plastic cools. The plastic will shrink around the metal. But the shrinkage will be higher than that of the metal. This distorts as the plastic tries to form around the metal insert.
Mold filling
When the mold is not well filled this leads to problems like unevenness. You can have void spaces within the product. There could also be the problem of insufficient pressure. This prevents proper shrinkage of the part. Improper mold filling can also be a result of insufficient channel widths. The nozzle, gates, or runners might not be wide enough to allow the melt to flow in well enough to fill the mold.
It is important to consider that the warping of a product can be due to a combination of reasons. If you find that you addressed one of the problems yet warping still occurs. Check for the other potential problems. When troubleshooting warping, check for all potential causes of warping. Not only the obvious one. Where there is an underlying cause, the problem might stop for a while. But reemerge in later cycles.
Part and Mold design
The injection process might have all the right settings and toolings. But some product designs seem destined to warp. The design of a product can lead to some of the problems discussed above. For example, product design might cause unfavorable flow patterns. This causes a nonuniform temperature distribution. This leads to part warpage.
How to solve Warpage problems in Injection Molding
Based on the causes discussed above. The following summarizes the solutions to warpage as follows:
- Use the right gate type for the plastic-type and product design
- Use more than one gate for cavities of flat parts
- Ensure complete cooling to point of shrinkage
- Use conformal cooling channels where possible
- Cooling lines
- Raise the mold temperature to aid even cooling
- Ensure that ejector pins are wide enough and well distributed
- Locate ejector pins close to the parts with the most resistance to ejection
- Set the screw rotation speed and backpressure to ensure proper melt mixing
- Allow enough ejection pressure and channel widths to ensure proper mold filling
- Use wider gates and runners to allow better mold filling
- Increase injection speed and pressure to improve mold filling
- Where inserts get used, preheat metal inserts. This gets heated to around 100oC to accommodate for shrinkage difference.
- Discuss part design with a mold professional to ensure it is not prone to warpage.
Conclusion
A warped part can lead to loss of function and appearance of a product. Here we have discussed the different causes. The article also prevents a range of solutions to the problem of warping. To discuss your injection molding project contact www.cavitymold.com
.
.
.