

Injection Molding and the Role of Lifters in Complex Mold Designs
Injection molding is the industry’s premier choice for manufacturing plastic products. It enables efficient production of thousands to millions of identical parts with highly reproducible cycles—often within seconds. This process suits a broad spectrum of products, from small components to large industrial parts, across virtually all industries.
As the demand for plastic products grows, so does the complexity of their designs. Plastic pellets or granules are fed into the injection molding machine’s barrel, where a screw mixes and melts them before injecting the molten material into the mold cavity. The mold itself is crucial because it defines the final shape and dimensions of the part. While the molding process is often described simply as the molten plastic solidifying within the mold cavity, the reality is far more complex.
A mold’s design includes how it opens and closes and how the part is ejected. Designing a mold is a detailed, multi-disciplinary process; mold design can consume around 40% of the total mold budget. The mold must be functional, manufacturable, and optimized for efficiency and quality. Investing adequate time and resources in mold design helps reduce defects, minimize cycle times, and lower post-processing costs.
Challenges of Undercuts and the Importance of Lifters
Undercuts—features such as holes, slits, indentations, or protrusions—add functional and aesthetic value to plastic parts but complicate mold design and ejection. A simple two-part mold opens in halves, making it easy to remove parts without undercuts. However, parts with undercuts require more sophisticated ejection mechanisms.
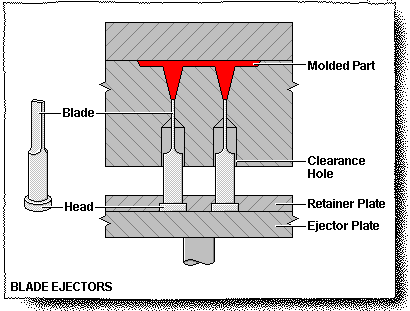
Lifters are essential for effectively ejecting parts with undercuts. Conventional ejector pins push the part in one direction, which can damage parts with undercuts. Lifters enable multidirectional movement, allowing the part to clear undercut features without damage.
This article explores lifter design, function, material choices, and alternatives, offering insights to optimize injection molding projects involving complex parts.
How Do Lifters Work?
Lifters are specialized mold components designed to facilitate part ejection where undercuts exist. Different mold makers may design lifters differently, but their fundamental function is consistent: to enable lateral movement during ejection that a conventional ejector system cannot provide.
Lifters consist of two parts: the lifter body and the forming parts. They can be:
- Integral lifters: Body and forming parts combined into one unit; commonly used for smaller parts due to simplicity and compactness.
- Non-integral lifters: Separate body and forming parts; suitable for larger parts, easier to maintain and replace.
Shapes vary, with cylindrical lifters being the most common due to ease of manufacturing, and T-shaped lifters used for larger, precision-critical products.
Lifter Mechanism of Action
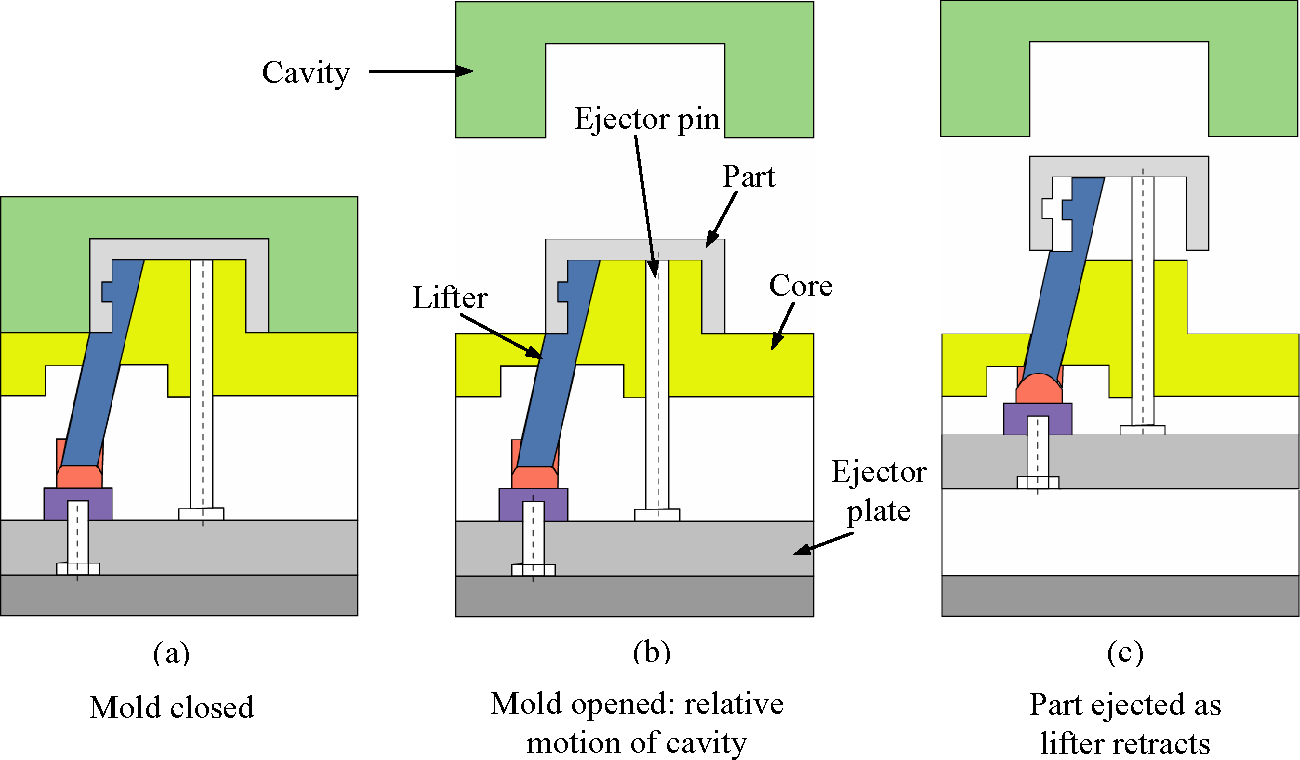
Lifters are mounted in locating blocks featuring inclined holes. During mold opening, ejector plates push upward, moving ejector pins—and simultaneously pushing the lifters outward due to their inclined orientation. This combined vertical and horizontal motion lifts the part clear of the undercut.
The lifter’s vertical travel (lifter stroke) and horizontal travel (related to the lifter tilt angle) must match the undercut’s dimensions precisely. The motion is controlled by the “kiss-off” point where the ejector plate contacts the core plate, and the entire system must be designed for smooth, fast operation without damage or excessive wear.
The lifter angle is calculated by:
tan(Lift angle) = Lifter horizontal stroke / Ejector plate vertical stroke
The lifter stroke should cover the undercut length plus a safety margin (minimum 3 mm) to avoid part damage during ejection.
Key Design Considerations for Lifters
- Minimum 3-degree shut-off to ensure proper sealing and avoid flash during molding, especially around holes and slits.
- Lifters should have a travel angle less than 11 degrees to reduce wear and complexity.
- A flat surface (~5 mm) on the mold side facing melt flow helps secure the lifter during injection.
- Chamfer corners (e.g., C0.2) on mold core heads to reduce stress concentrations.
- Maintain a 1 to 3 mm clearance between the lifter and the molded part to prevent scratching.
- Use generous draft angles on lifters to facilitate movement and minimize abrasion.
- Include a small pad (0.003 – 0.005 inches) on the lifter to reduce drag during movement.
- Spacer blocks are taller for lifter molds due to longer travel distances.
- Consider part retention after ejection: parts sometimes stick to lifters, requiring ejector pins, grippers, or guide posts to ensure proper part release without damage.
Materials for Lifters
Lifters endure high mechanical stresses and abrasion due to their thin, elongated form and repetitive movement. Common materials include:
- Hardened steel 4507 (HRC 50-52) for the lifter body, balancing toughness and wear resistance.
- Steel 738 for the base.
- Bronze for wear blocks or bushings.
- Other mold steels selected based on the plastic resin being processed.
Using appropriate materials and heat treatment enhances durability and minimizes maintenance.
Alternatives to Lifters
Not all undercuts require lifters. Alternatives include:
- Sliders: Move laterally via cams or hydraulic systems, suitable for complex or large undercuts.
- Inserts: Molded separately and removed in a secondary step, simplifying mold design and ejection but adding process complexity.
- Rotating cores: Used for highly complex undercuts with rotational movement.
Selection depends on part geometry, production volume, tooling budget, and molding cycle time.
Recent Advances in Lifters and Mold Technology
Recent years have seen technological advancements improving lifter performance and mold design efficiency:
- Simulation software (e.g., Moldflow, Moldex3D) allows precise prediction of part behavior and ejection forces, enabling optimized lifter design before machining.
- Surface coatings like DLC (diamond-like carbon) or TiN improve wear resistance and reduce friction.
- Additive manufacturing (3D printing) can be used to prototype or manufacture complex lifter geometries with internal cooling or lubrication channels.
- Integration of smart sensors in molds to monitor lifter movement and detect wear or failure early.
Incorporating these innovations can significantly enhance mold life and part quality.
Conclusion
Undercuts complicate injection mold design by challenging the ejection process. Lifters provide a crucial solution by enabling combined vertical and horizontal movements needed to release such parts safely. Understanding lifter mechanics, material choices, and design best practices is vital for successful mold development.
At www.cavitymold.com, we leverage cutting-edge mold design and manufacturing technologies to deliver high-performance molds tailored to your needs—from startups to established manufacturers worldwide. Contact us to discuss your next injection molding project and benefit from our expertise.