

Plastic injection molding is a manufacturing process that demands efficiency in every aspect. From the feeding of plastic pellets to the ejection of formed products. Carrying out every aspect with efficiency contributes to cost and time-saving. It is not enough that a product has formed well in the mold. The whole cycle can fail right at the end when the product gets ejected. This then leads to part rejection. This is where the draft angle comes in. The draft angle is one of the universal features in injection molding. Although it is often overlooked when discussing injection molding. It is a precaution to ensure that all the time and resource put into forming a product is not lost at the last stage. In injection molding, you want a quick clean release. A draft angle does not guarantee a successful ejection. But it makes it less likely to fail. Other factors contribute to successful product ejection. Shrinkage, design of ejector, and product flexibility and strength are some. This article explains what the draft angle is. It also discusses how to include it in your injection molding process.
What is the draft angle?
The draft angle is an inclination built into the injection mold. Its goal is to aid the removal of the product from the mold. The side of the product design is such that there is a slight inclination in the direction of pulling force. Almost every injection molded part would need a draft angle. Very few exceptions like self-lubricated polymers which experience near-zero wall friction. These would be the rare 1% of injection molded products. The draft angle plays a role in reducing the time spent fiddling with part ejection. It also contributes to preventing part damage during ejection. The figure below is an illustration of the draft angle.
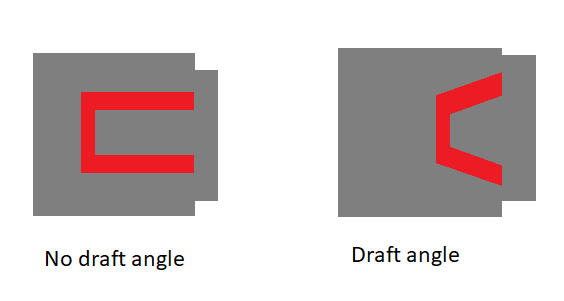
Image illustration of draft angle in injection molding
Although the illustration shows a draft angle using a simple image. In a more complex product, a draft angle gets added at every part where the product comes in contact with the mold. This is considering the removal of the entire product from the mold. This needs the separation of the product from every depth in the cavity. Although this occurs in one ejection action.
Why Draft Angle Should Not get Ignored
It is tempting to overlook product ejection as a minor issue in injection molding. In a well-designed injection molding process, it seems to happen in a flash. Especially in automated processes. But that one second or less process has a few mechanisms involved. Where the ejection gets given due attention, more focus seems to be on the ejector pins. How they get designed and their positioning and operation. Yes, these are very important contributions to product ejection. But the ejector pins work even better when aided by draft angle. For manual ejection, the draft angle is even more important. To make up for the lack of automation removal should be simple. Product removal should happen in one simple action. This should be without the operator having to fiddle about. This costs time which leads to reduced output. Considering that cycle times can be as short as 10 seconds, much of which goes to cooling. The one part of the process where the engineer can control time is the ejection.
Friction
This is a particular problem with textured products. These result in lots of friction. Friction can diminish the quality of or damage your mold. The surface smoothness of the mold cavity affects product quality. It also affects the efficiency of molding. Friction from poor drafting will mean this smoothness gets compromised every cycle. Drafting prevents the product from abrasion on the surface during ejection. In a good draft design, there is an inclination in the direction of pull. It ensures that as the part pulls away from the mold, it does not drag along the walls. Abrasion between the product and the cavity walls causes damage to both mold and the product. Even worse for products with textured surfaces. This gets avoided by drafting.
Vacuum
The worst-case in part ejection is where your part gets stuck in the mold. Not only does it then become more likely that the product will have to break to get ejected. It also means the process has to halt until the part gets removed. A vacuum forming between the part and mold can result in a stuck product. In an inadequate draft or not drafted mold, the ejector pins don’t succeed in pushing the product out with one push. Air escapes from the mold which is usually hotter than the environment. Attempts to force the product out is likely to lead to warpage and part damage. Allowing the product to cool and further shrink could help with product release. This eats up on manufacturing time and should get avoided by drafting.
Ejector force and complexity
Drafting reduces the amount of force the ejector pins will need to exert on the product. Where there is poor or no drafting it might be necessary to have a more complex ejection strategy. This for example may mean ejectors that exert force at an angle or are repeated. Such complexes add to manufacturing costs.
Implementing Draft Angle Into your Injection Molding Process
For most materials and machines, the draft angle is between 1 to 2 degrees. But the value can be anywhere from a quarter of an angle to a few degrees. Draft angles tend to be higher for certain extremes. For example, materials that are brittle or have rougher or textured surfaces. Those more flexible with a smoother surface can get away with lower draft angles. For the more textured high friction materials draft angle can be in the highs of 3-5 degrees.
There are different rules of thumb for draft angles. One is to make the draft angle as large as the product and equipment allow. So your limitation here is the product dimensions and design. As long as a larger draft angle will not make you lose the intended design and function of your product, use it. Another rule of thumb is to use a degree of draft angle for every inch of cavity depth. But bear in mind that the draft angle is a necessity. So a mold design that does not allow for a draft angle at all is not a very good one for injection molding. The exact value depends on a combination of factors. Below are some recommended values for draft angle.
Table listing recommended draft angle ranges
| Draft angle (degrees) | Recommended cases |
| 0.5 | All vertical faces |
| 1 – 2 | Will do in most molded parts |
| 3 | Lightly textured molded parts (PM-T1) |
| >3 | Shut offs |
| >5 | Heavy textured molded parts (PM-T2) |
Factors that determine the draft angle used include
There are several factors interwoven. Here they are grouped into two main factors. However, within these sections, there are other features discussed. Such as shrinkage and surface texture.
Product Design and dimension
The draft angle is often given as a ratio of the cavity depth. One rule of thumb is to use a degree of draft angle for every inch of cavity depth. Product design relates to the mold design, hence cavity depth. This means that the draft angle needs to be on the plane right from the product design. The draft angle also depends on the mold parting line. Since the draft angle is to get located in line with the direction of project ejection. It occurs on both sides of the mold.
Product designers would design a product for function and appearance. Many without knowledge of plastic injection molding. The prototype might get developed with no problems using methods like CNC or 3D printing. Then when it comes to product manufacturing by injection molding. The issue of the draft angle comes up. This can lead to a need for a total redesign of the product. This often comes at significant financial and time costs. So all stakeholders must get involved in every aspect of product development.
Note that the draft angle does not only apply to the base of the product. The draft angle gets included for every part of the product in contact with the mold wall. This is because the part is being pulled out of all these depths in the mold. So for complex dimensions, the draft angle is a bit more complex to calculate. But this is only calculating using the same rule for every part. The table below is a guide for determining draft angle based on product dimension.
Draft angle guides based on product dimensions
| Feature depth (inches) | Minimum thickness / draft (inches/ degrees) | |||
| 0.25 | 0.04/0.5 | |||
| 0.5 | 0.04/1 | 0.06/0.5 | ||
| 0.75 | 0.04/2 | 0.06/1 | 0.08/0.5 | |
| 1.0 | 0.06/2 | 0.08/1 | >0.1/0.5 | |
| 1.5 | 0.08/2 | 0.1/1 | ||
| 2.0 | 0.1/2 |
Material property
The flexibility of a material determines the draft angle needed. The more flexible material is the more it can get removed with ease hence the less drafting is needed. Shrinkage is also an important consideration for determining the draft angle. Different plastics shrink to different extents. Plastics like low-density polyethylene can have a shrinkage of around 3%. Plastics like polycarbonate can have shrinkage in the low around 0.1%. Shrinkage helps in product release as it gives some gap between the product and the cavity wall. There are a couple of things to consider here. As the product moves away from the cavity wall, this must occur without abrasion. Such abrasion could lead to the loss of surface features like gloss and texture. Another thing to consider is the shape of the dimension of the product after shrinkage. This will affect how easy it is to remove the product. The draft angle would be at the shrinkage at the temperature of release. So the draft angle gets determined with the product shrinkage in mind
When is a draft angle not necessary in Injection molding
Drafting is always necessary. It is a design necessity rather than an extra feature for improvement. This is because the absence of a draft angle will almost always result in considerable loss. It is key to successful injection molding. Even in the very rare cases of materials with very low surface friction like polyamides. A little draft angle would not hurt. The draft angle shouldn’t be something to accommodate after designing a product. It should rather be an integral feature of the product. Without which the product cannot be injection molded.
Conclusion
Having a good draft angle in injection molding saves time and cost. The draft angle should get consideration even in the early stage of product design. Improper draft angles can lead to product and mold damage. When the effects of poor drafting become obvious, it has likely led to some loss. By then there is little left to do to rectify it other than to redesign the mold. Often this also means redesigning the product. Product design ideas should get assessed to establish suitability for injection molding. It is better to have a little draft than no draft angle at all. So when in doubt at least use a draft angle within the recommended range.