

Nylon66 or PA66 as it is also known as polyamide. Polyamides are a class of polymers which are thermoplastics. characterized by the amide group in their repeating unit. They find use in many applications. The 6,6 here relates to the two structural units that make the repeating unit. It comprises a carboxylic acid and amine compound with 6 carbons each. PA66’s repeating unit is a combination of hexamethylene diamine and adipic acid. There are several other forms of nylon with a varying number of carbons. All have different properties so these numbers are important. They distinguish the different types of PA. One in close relation to PA66 is nylon 6, or PA6. The repeating unit of this has only 6 carbons. So it is important not to confuse them for each other. PA66 is a rigid plastic with good hardness and resistance to scratch. In use, its toughness and flexibility are very useful. It’s used in ropes, parts, and fabrics. You can compare PA66 to materials like POM and ABS which are also high performance. Except it performs better in aspects like extensivity and strength. It forms into a broad range of products using injection molding. This is the standard method used a lot in the plastics industry. Large and small parts get made from PA66 in repeated cycles. This gives identical products with good precision.
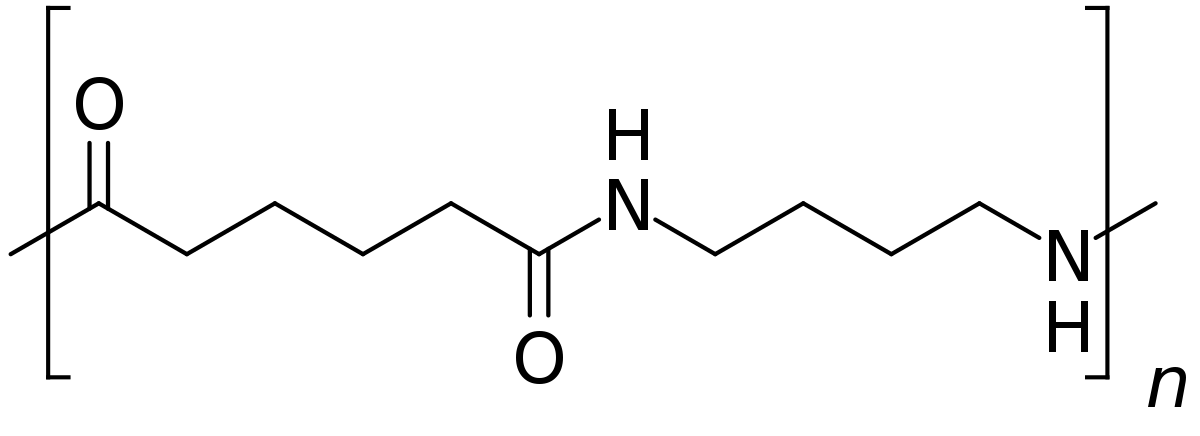
Chemical structure of PA66. This has a lot to do with its properties.
What makes Nylon Brilliant?
Nylons or polyamides have been around for a very long time. PA66 (nylon66) is one of the first types invented. PA66 got invented by the chemist Wallace Carothers. This he did while working at Dupont in the early 1930s. After a series of experiments, derived a method for polymerization of nylon 66. Dupon patented this discovery in 1935. Since then nylon has found use in many different applications in industry. The following are some of the reasons why nylon is so well used.
Mechanical properties
PA66 has good abrasion resistance, rigidity, and hardness. PA66 classifies as high-performance plastics. It can withstand extreme conditions. It is a semi-crystalline plastic with a melting point of over 200oC. Its low abrasion makes it work well in mechanical parts. These parts rob against each other and this generates heat. This is undesirable as it means more demand for cooling fans. A part that wears will also need frequent replacement. So PA66 makes for good options in such cases.
Chemical Resistance
This includes resistance to oil and petrol. This is great when you think about using Nylon in machine parts. In such applications, one cannot avoid contact with oil and fuels. It also has good resistance to alcohols, acids, alkali, salt solutions, and detergents. This makes it suitable for a broader range of applications. For example, equipment used in seawater would need to withstand salinity.
PA66 and nylons in general have poor resistance to strong acids. They might be able to withstand dilute acids. They are resistant to alkali. So a PA66 can be useful for containers for high but not for low pH substances. Chemical resistance comes in handy in many applications.
Heat resistance
The combination of high softening or melting points and mechanical strength is great. This makes them applicable to automotive engines. In such use, they get exposed to high temperature and stress. This heat resistance is so long as the temperature is below the melting point. PA66 begins melting at around 260oC. It will tolerate temperature near 200oC because it doesn’t soften far from its melting point. It’s temperature tolerance after it melts is a different story. A different section of this article discusses this.
Low Shrinkage
PA66 maintains very good dimensional stability upon cooling. It has a shrinkage of 0.3%. Around the lowest for plastics. To put this in perspective polyoxymethylene or POM. A material with comparable strength and thermal resistance to plastic. POM has a shrinkage of 1.8% at the least. Other plastics like low-density polyethylene can have shrinkage of around 2% or higher. The low shrinkage of PA66 means it forms well in the mold with good precision. As long as the mold filling rate is right PA66 will give you good dimensional replication.
When you want something glossy
PA66 has good surface gloss. This can be appealing in some applications. It gives an impression of a well-finished part. With its good abrasion resistance, the surface gloss lasts for a good part of the product lifetime.
Flexible enough for Wearable
Flexibility makes it possible to form nylon into complex shapes. This includes parts that get worn on the skin and body. Examples are jackets, jewelry, and footwear. Although many of these are PA spun into fibers, some are injection molded items. When plastic is not used for an application, it often is because there are better options. When it is common for a particular application it is because it works so well in that application. So you can have more wearable products injection molded from PA66 than are common. The reduced stiffness, when exposed to moisture, might make it better in wearables.
Lightweight
Nylon has a density of 1.31g/cm3. This combined with its excellent mechanical properties makes it even more desirable. A strong material that ways little is always needed in different industries.
Special Considerations For Injection Molding of PA66
PA66 is a high-performance plastic that can withstand extreme conditions during its usage. It achieves its top performance as long as it is below its melting point. Injection molding requires a material to transform into its more fluid state. It is then formed into different shapes and hardened. PA66 is most vulnerable in this fluid state. Certain precautions must be in place to ensure successful injection molding. So here we discuss how to get your PA66 from the hopper into a finished product without damage.
Drying (Moisture content
One downside to PA66 is that it tends to absorb water. This can be water it comes into contact with or from the atmosphere. But PA66 does better in water resistance compared to PA6. When it absorbs water there is a slight change in its mechanical properties. Different materials interact with water in different ways. One can almost think of it in a similar way when you soak beans in water and they become softer. In the dry state, they are stronger and harder to break. In a similar way when nylon gets soaked in water. In warm water, there is a noticeable change in stiffness. PA66 is temperature sensitive so vacuum drying is best. If this is not available it should dry by hot air. The drying process can take several hours. This is partly because drying occurs at temperatures below 100oC. The moisture content must be less than 0.1%. The vacuum drying is better because PA66 is prone to oxidation. This can cause the yellowing of the pellets. The drying happens close to the time of injection molding. Leaving them hanging around for too long gives a chance for rehydration or oxidation.
Transition Temperature Profile
PA66 has a sharp glass transition temperature. This means that it will stay rigid through a wide temperature range. In the injection molding process, it needs to heat to a high temperature before it is soft enough to flow. This is unlike plastics which will begin to soften long before their melting point. This gives more room for temperature variation. You might not need to control the temperature to the nearest oC. The risk of working too close to the melting point is degradation. There is a higher chance of the plastic degrading. While other materials transition from liquid to a gaseous state, polymers degrade. Thermoplastics can cool from liquid state to gaseous state. There is no coming back once it passes the liquid state. So it is best practice to stay as far away from the melting point as possible. This makes injection molding of PA66 a little more challenging than other plastics.
There should be as little time between melting and injection into the mold as possible. PA66 shouldn’t remain in its molten state for too long. This plastic tends to start yellowing at elevated temperatures. This is quite unpleasant in particular where aesthetics is of high importance. It always is. PA66 processing occurs at temperatures between 260 and 320oC. The exact temperature depends on the grade and type of equipment.
Screw type
This is a lot to do with the melting behavior of PA66. The fact that it does not soften until it is near its melting point determines what screw to use. You need a screw-type that allows the pellets to move along the barrel as they gain heat. The pellets should experience compression at a short temperature range. Screw with a long feed zone, short transition, and a moderate compression zone works.
Speed of Injection
Screw speed should be moderate. For much of the journey through the barrel, PA66 is solid. The speed rotating too fast would cause too much abrasion. This could damage parts. Also, it could lead to the generation of excessive heat due to friction. Not a good idea considering the narrow temperature window of PA66. Of course too slow and the melt spends too long in the barrel. This risks overheating and inefficient use of time.
Because of the short transition temperature range, the speed at which the melt fills the mold is an issue. Too fast and this could cause bubbles, ripples, and flashing. Too slow and the product formation is inadequate. Bearing in mind that the mold is cool. As the melt hits the mold wall, cooling begins almost immediately. A plastic with a wider transition temperature would maintain uniformity. Even if parts are at temperatures with slight differences. With PA66 if some parts are a few degrees cooler than other parts. This can cause uneven product formation. As the melt gets into the mold there is some level of mixing so you’d have cooled and hot parts mixing.
Post-Processing After Injection Molding
PA66 responds to temperature change and moisture. To improve stability and physical properties annealing and dehumidifying are necessary. Annealing involves heating the product to an elevated temperature. It is then allowed to cool at a slow rate. Annealing of PA66 occurs at around 80oC. During this period it gets placed in oil or paraffin. This prevents hydration or oxidation. This improves its mechanical properties. Allows for better crystal arrangement. The time it takes to drop in temperature from annealing temperature varies. It depends on the product dimension and grade of PA66 used. Humidifying involves keeping in potassium acetate for a day or two. The same is also achieved with boiling water for the same period. One of the reasons for this is reducing the moisture gradient. So there is less difference in moisture content between product and environment.
Oily-like Surface Feel
This might be good on one hand and not so good on the other. On the good part, this gives a better slip. Meaning reduced friction between the melt and the screw and barrel. This in part makes up for the high temperature needed to soften it. So even in the solid-state, the pellets can move along the feed zone. They do so without causing much abrasion on the walls of the barrel and the screw.
When Adding Colors
Due to its being vulnerable at low pH, dying of nylon fabrics uses acidic dyes. This occurs at elevated temperatures. This allows good binding of the dye to the nylon. Care is necessary not to apply excessive stress to the material under this condition. This could alter its physical properties. General recommendations are to color the pellets before injection molding. Solvent coloring is one way to do this. The pigment gets prepared in a solution at the right temperature. This is then sprayed over the pellets. They are then allowed to dry before injection molding. It could prove difficult to mix pigments or dyes during injection molding.
Applications of Injection Molded PA66
Toothbrushes, stockings, lingerie, and parachutes are some of the common applications of PA66. Although, many of its applications are in the form of spun fibers. It also has some use in injection molded products. The following are examples.
- Outdoor furniture
- Cable ties
- Ski bindings
- Small equipment parts



Some examples of injection molded PA66 products