

The conventional injection molding process manufactures products that meet diverse industry needs. But some products need some modifications to the conventional injection molding process. This could be to achieve a more complex design or to make the production process more efficient. Such advancement could result in significant cost reduction and time-saving.
2 shot injection molding is one of such advances in conventional injection molding. It is adaptable to the production of complex designs using a wide range of materials. 2 shot injection molding achieves high quality of products. It is a well-established technology in the manufacturing industry.
A description of the Process
You might find 2 shot injection molding also called other names. It is also called twin shot injection molding. Other names are, overmolding, multi-component molding, or assembly injection molding. In a sense, it is a variation of the overmolding injection molding. Although you will find both terms used in some publications. Understanding what distinguishes one from the other is important. 2 shot injection molding requires the same main components as the conventional type. An injection unit, a clamp unit comprising the runner, the sprue, gate, and mold are the main components. The process begins in the same way as conventional injection molding. The starting feed for the material passes into the hopper. For thermoplastic, this is the pellets of plastics. These then mix and melt in the heated barrel as the screw applies shearing force. The screw pushes the melt forward into the melt chamber. The melt reaches the set shot size when the reciprocating screw reaches the limit switch. This triggers the screw to move forward at high velocity powered by a hydraulic cylinder. This action forces the melt into the mold(s). This is the first shot. As the mold cools, the machine begins the second phase of the cycle.
The second shot is next. The screw begins to rotate and move back again as more material mixes and melts in the barrel. In this time it takes to refill the melt chamber, the first shot in the mold(s) cools, the mold also rotates. This is in such a way that the filled mold cavity moves to another point replaced by an empty cavity. Once the melt chamber fills, the screw reciprocates in the same manner as before and fills the empty mold. At the same time, a separate injection unit then fires a second shot. Usually with a different material, over the first shot of the filled mold. This second shot fills over the first shot which by now has hardened. The first shot serves as the substrate while the second shot serves as the overmold. An example of substrate material is for example a thermoplastic. The overmold can then be a thermoplastic or thermoset elastomer.
The process has some similarities with other overmolding processes like insert injection molding. The difference here is that an insert is not placed in the mold. The substrate is molded in the same mold. Also, the 2 shot system uses two injection units feeding different materials. This is unlike conventional systems where one injection unit feeds the same material. This process requires an initial shot, followed by a second shot. Hence the name 2 shot injection molding. This process uses two injection units.
The 2 Shot Injection Molding Machinery
The process where two shots inject into the same mold during a cycle requires modifying. Two shots fill at the same time into two separate cavities of the same mold. So the 2 shot injection molding requires more machinery. These are a second injection unit and a rotating mold mechanism. This does not mean having to buy a second injection molding machine. Two injection units integrate into the same machine. This way two separate feed hoppers channel to respective injection units. This feeding of the substrate and the overmold materials through different paths. The filling is manual or automated depending on the scale and type of process. It is possible to use the same ancillary systems to operate the two injection units. For example, connecting the injection units to the same temperature control units. This depends on the required setting for the types of materials used. For example the melting points and melt viscosity of the materials.
The mold rotation mechanism is in such a way that it happens after the first shot. It then rotates for the second shot to fill the mold while a first shot fills into the empty molds. So each mold gets two shots. The timing of the rotation allows time for solidification or hardening of the first shot. This requires the engineer to have a good knowledge of the properties of the material. Factors such as crystallization temperature and shrinkage are important. For example in determining the point at which the second shot fills. This aids in the proper timing of the mold rotation. The usual design is a two-plate mold system where the mold opens in half after cooling. The base half of the mold then rotates. The half closer to the injection unit remains stationary. This is because of the simplest design. This half of the mold attaches to the injection unit. Opening the mold is quicker than detaching the two injection units from the molds. This saves cycle time. Since the mold rotates after opening and closing, the fit is important. The rotated half must match the other half with precision. If when rotated the mold is not identical, it either doesn’t close well or leaks.
One crucial factor here is timing. The timing of the screw rotation must synchronize with one another. The rotation of the screws and the firing of shots must also synchronize with the mold rotation. The shot sizes for the different injection units are often different. This depends on the design need of a specific product. The difference in shot sizes makes it more challenging to synchronize the processes. The 2 shot injection molding system means that there are more processes in one cycle. The success of the process depends on how seamless the repeated sequence of steps is.
The figure below gives an example process illustration. In the illustration, the first shot is an injection of thermoplastic. The second shot is liquid silicone rubber. The thermoplastic will melt to the softening point of the plastic. When injected into the mold, it hardens through cooling only. The silicone rubber can harden either at room temperature or at elevated temperature. Elevating the temperature could increase the rate of hardening of the silicone rubber. How the silicone hardens depends a lot on the chemistry of the specific silicone. The silicone rubber overmold also takes some heat from the hardened thermoplastic. This is if injected at a lower temperature. The thermoplastic could have hardened but still is hot.
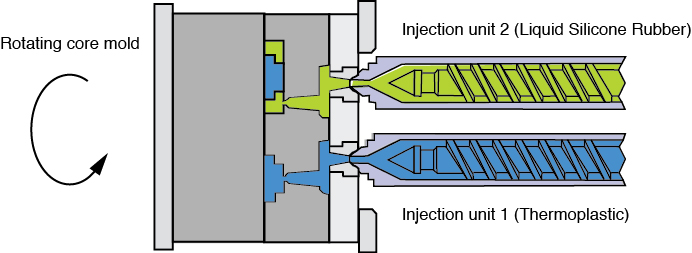
Image illustrating the 2 shot injection molding process.
Different materials get processed in 2 shot injection molding processes. In a different product other than in the image above the materials could vary. For example, silicone rubber is replaced by thermoplastic. This should be one with a lower melting point than the substrate. The substrate could be injection-molded material other than plastic. For example metal or glass. To determine what goes in the first or second shot, the thermal properties are important. If a material with a lower softening temperature as the substrate poses a problem. If the second shot has a higher melt temperature this softens the substrate. This leads to a distortion of the structure of the substrate. It could also cause the mixing of the two materials since they are both now soft. So at the very least, the melt temperature of the substrate should be much higher than that of the second shot.
The injection units could be a combination of horizontal and vertical injection molding. In such a process, the first shot is from the horizontal injection unit. The second is from the vertical. This way the process takes advantage of the vertical injection process. In this combination of orientation, the injection of the overmold is easier. The image below is an illustration.

Illustration of 2 shot injection molding process with the injection units having different orientations
How Does 2 Shot Injection Molding Enhance your Product?
The following are some of the advantages of using 2 shot injection molding. Note that these are as well as the general advantage of injection molding.
(1) Even more complex designs are achievable.
Compared to single-shot injection molding. The use of two shots can make more complex designs possible. Some designs may not be possible by injection of the melt into the mold in a single shot. These are possible by using two shots. For example, achieving double layers with different colors.
(2) Increased output from a single cycle.
In the 2 shot injection molding, a two-part product gets made in a single cycle. This is compared to when a cycle is only making half of the part. This means more done in one cycle. Even where this makes one cycle longer. It is faster than the time it takes to run two separate cycles. At the very least the cooling of the parts occurs at the same time. The few seconds saved per cycle adds up. When for instance where over a thousand cycles run in a day.
(3) Better Aesthetic Joining of parts
This has the advantage of giving better aesthetics. In some cases, it also contributes to the better functioning of the product. For example, joining by welding or gluing introduces vulnerable points in a product. The 2 shoot process creates a more uniform appearance and better joining.
(4) No need for more component to join two parts of a product
The more components introduced, the more complex the product. This means more cost of the material. For products such as thermoplastics, this makes recycling difficult. A 2 shot recycling process makes separation easier. A part of the material that can easily separate from the other part. For example, one part can dissolve away in a type of solvent which the other is insoluble. Separation could also be by melting point and density. One part of the product melts at a lower temperature this way the higher melting part can float or filter off. Such processes are more mass reproducible. This is compared to recyclers fiddling with glued parts by hand.
(5) More stage not required for joining
The fact that two parts get processed at once reduces the time required. It also reduces the need for more stages or equipment for joining. The joining 2 shot injection molding machine achieves might otherwise need complex machinery. Processes like micro-welding or laser welding add cost and time to the process.
General Considerations For 2 Shot Injection Molding
The 2 shot injection molding process is a step up to the conventional injection molding. Of course, there are products produced fine without 2 shot injection molding. When deciding if 2 shot molding is the right process, the following are factors to consider. This article presents them as sort of boxes to tick when deciding.
- Does the product need more than one material?
- Is the product made up of more than one part?
- Can the parts of the product form in a single mold?
- Can both materials of the product be injection molded?
- Will the parts hold together as one piece after molding?
- Does the substrate have a higher softening temperature than the over-mold
Conclusions
The 2 shot injection molding is a variation of injection molding. It allows for the production of more complex designs in a single cycle. With this type of injection molding, extra processes to join parts are not needed. Application of 2 shot injection molding cuts across several industries.
Reference Links